Капитальный ремонт двигателя (капиталка).
Ремонт криво-шатунного механизма
Головка блока
Головка блока - при ремонте головы , есть возможность не просто отремонтировать ее , но и постараться усовершенствовать , тем самым поднять немного мощность двигателя . Дело в том , что заводская сборка далеко не идеальна (швы , задиры, нарушение соосности впускных и выпускных окон головки и коллектора и т.д Все это в прямую или косвенно влияет на наполняемость цилиндров , а значит и на мощность двигателя . Это можно исправить , при определенных навыках . Дальше мы еще затронем эту тему . А пока поговорим про ремонт головы .
Головку блока прежде всего надо полностью разобрать и отмыть все ее детали .
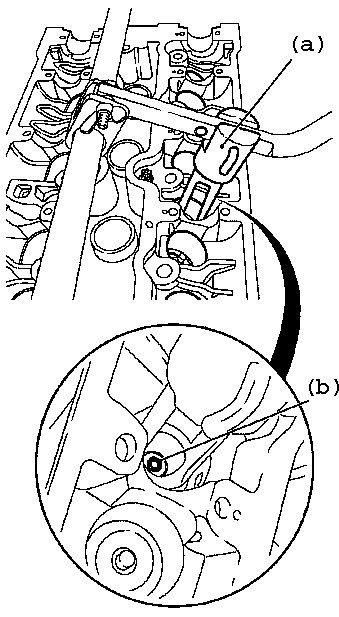
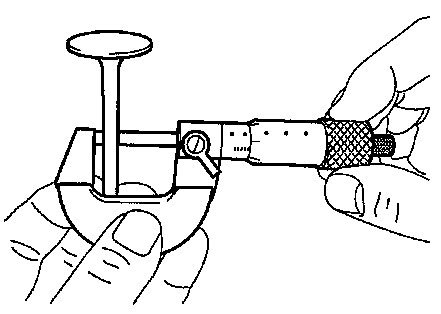
Вспомним только как расухаривать клапана. Делать это надо специальным инструментом (a)освобождая сухарики (b) путем нажатия на тарелку .
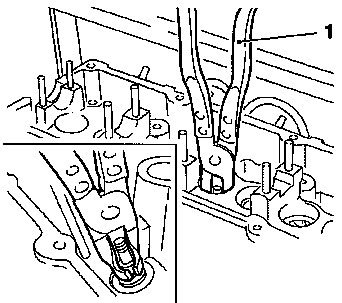
Дальше снимаем маслосъемные колпачки .
Дальше надо перейти к замерам , для понимания степени углубления в ремонт .
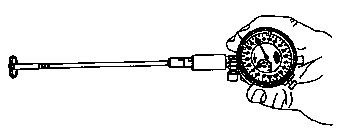
Прежде всего смотрим направляющие измеряем зазор между направляющей и клапаном
Определить внутренний диаметр направляющей втулки клапана в трех различных плоскостях, отметить значения.
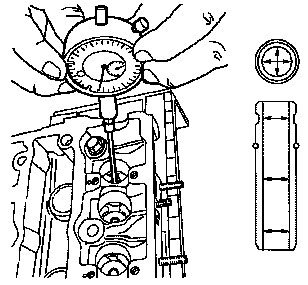
Рассчитать среднее значение.
Пример вычисления:
Внутренний диаметр направляющей втулки клапана:
|
Измерение I |
7,025 мм |
||
|
Измерение II |
7,030 мм |
||
|
Измерение III |
7,020 мм |
||
|
21,075 мм |
: 3 = |
7,025 мм |
|
Среднее значение 7,025 мм
Определить диаметр стержня клапана на очищенном или новом клапане посредством микрометра.
Зазор стержня клапана определяется на основе расчета.
Пример вычисления:
|
Среднее значение внутреннего диаметра направляющей втулки клапана |
7,025 мм |
|
Диаметр стержня клапана |
-7,000 мм |
|
В итоге средний зазор стержня клапана: |
= 0,025 мм |
Разница между средним внутренним диаметром направляющей втулки клапана (7,025 мм) и наружным диаметром стержня клапана (7,000 мм) дает в итоге средний зазор стержня клапана (0,025 мм).
Допустимые размеры смотрим в тех.данных к своему авто. Можно попробовать найти на нашем сайте в меню тех.информация
Если с направляющими все в порядке , то смотрим форму(a) и размеры(b) седла клапанов
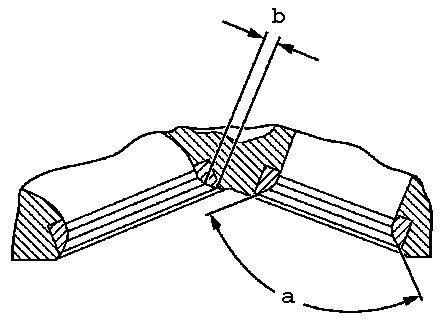
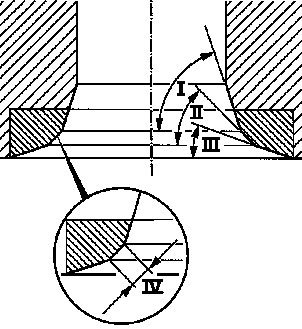
Если направляющие требуют ремонта или замены , то сначала выполняется эта процедура , а потом уже приводятся в порядок седла , естественно если седла не надо менять , в противном случае направляющие меняем вместе с седлами , но эти работы следует делать только в специализированных местах с хорошим точным оборудованием . После замены направляющих , приведем в порядок форму и размер фаски седел (см. рисунок выше) размер фаски важен , если будет слишком тонкая , то будет работать громче , а толстая вероятность прогара клапана .
Форма седла формируется на высокоточном оборудовании , что вкупе с новой либо восстановленной по всем правилам фаской клапана не требует притирки и обеспечивает надлежащую герметичность! Далее проводится ваккум-тест, позволяющий выявить возможные дефекты с их последующим устранением.
Несколько слов о размерах связанных с заменой втулок .
Эти размеры так же можно найти в тех.литературе или на сайте .
Вот некоторые размеры о которых мы говорили на примере ASTRA H Z16XEP
|
Двигатель |
Z 16 XEP, Z16XE1, A16XER, Z16XER |
||
|
Высота головки цилиндров |
мм |
||
|
Ширина седла клапана в головке цилиндров |
|||
|
впускной клапан |
мм |
1,0 – 1,4 |
|
|
выпускной клапан |
мм |
1,4 – 1,8 |
|
|
Угол седла клапана в головке цилиндров |
|||
|
Главный угол |
90° -30' |
||
|
Верхний корректировочный угол |
60° +/- 1° |
||
|
Нижний корректировочный угол |
120° +/- 1° |
||
|
Внутренний диаметр направляющей клапана |
|||
|
нормальный размер |
мм |
5,000 - 5,016 |
|
|
Ремонтный размер (0,075) |
мм |
5,075 - 5,091 |
|
|
Ремонтный размер (0,150) |
мм |
5,150 - 5,166 |
|
|
Длина направляющей клапана |
|||
|
впускной клапан |
мм |
36,7 - 37,3 |
|
|
выпускной клапан |
мм |
36,7 - 37,3 |
|
|
Монтажная высота направляющей клапана |
|||
|
впускной клапан |
мм |
10,7 – 11,0 |
|
|
выпускной клапан |
мм |
10,7 – 11,0 |
|
|
Монтажная высота клапанов |
|||
|
нормальный размер |
мм |
||
|
Ремонтный размер (0,075) |
мм |
||
|
Ремонтный размер (0,150) |
мм |
||
|
Двигатель |
Z 16 XEP, Z16XE1, A16XER, Z16XER |
|||
|
Длина клапана |
||||
|
нормальный размер |
||||
|
впускной клапан (GM F) |
мм |
117,00 – 117,40 |
||
|
выпускной клапан (GM B) |
мм |
116,16 - 116,36 |
||
|
Ремонтный размер (0,075) |
||||
|
впускной клапан (GM FK1) |
мм |
117,00 – 117,40 |
||
|
выпускной клапан (GM BK1) |
мм |
116,16 - 116,36 |
||
|
Ремонтный размер (0,150) |
||||
|
впускной клапан (GM FK2) |
мм |
117,00 – 117,40 |
||
|
выпускной клапан (GM BK2) |
мм |
116,16 - 116,36 |
||
|
Ø |
Шток клапана |
|||
|
нормальный размер |
||||
|
впускной клапан (GM F) |
мм |
4,965 - 4,980 |
||
|
выпускной клапан (GM B) |
мм |
4,950 – 4,965 |
||
|
Ремонтный размер (0,075) |
||||
|
впускной клапан (GM FK1) |
мм |
5,030 – 5,045 |
||
|
выпускной клапан (GM BK1) |
мм |
5,025 – 5,040 |
||
|
Ремонтный размер (0,150) |
||||
|
впускной клапан (GM FK2) |
мм |
5,105 – 5,120 |
||
|
выпускной клапан (GM BK2) |
мм |
5,100 – 5,115 |
||
|
Двигатель |
Z 16 XEP, Z16XE1, A16XER, Z16XER |
|||
|
Зазор штока клапана |
||||
|
впускной клапан |
мм |
0,020 – 0,061 |
||
|
выпускной клапан |
мм |
0,035 – 0,066 |
||
|
допустимое биение штока клапана |
мм |
0,03 |
||
|
Ø Тарелка клапана |
||||
|
впускной клапан |
мм |
31,1 – 31,3 |
||
|
выпускной клапан |
мм |
27,4 – 27,6 |
||
|
Угол седла клапана на тарелке клапана |
90° 40' +/- 15' |
|||
|
Вращатель клапана |
||||
|
впускной клапан |
отсутствует |
|||
|
выпускной клапан |
отсутствует |
|||
Так как на данном двигателе установлены механические толкатели ,то они требуют регулировки :
|
Двигатель |
Z 16 XEP, Z16XE1, A16XER, Z16XER |
|||
|
Зазор клапана |
||||
|
Номинальное значение |
||||
|
впуск |
мм |
0,25 |
||
|
выпуск |
мм |
0,30 |
||
|
Допустимый зазор клапана |
||||
|
впуск |
мм |
0,21 - 0,29 |
||
|
выпуск |
мм |
0,26 - 0,34 |
||
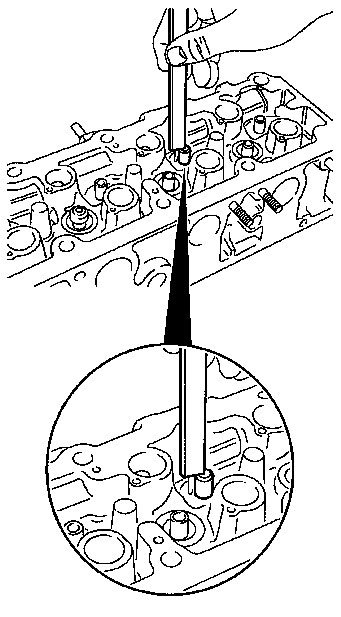
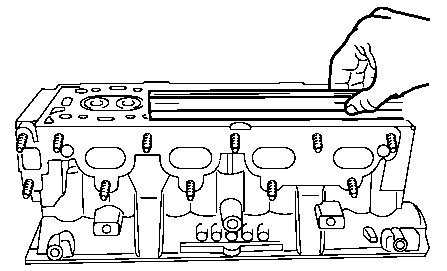
Проверяем плоскость
С помощью лекальной линейки проверить головку цилиндров по длине и ширине на прогиб и по диагоналям на перекос.
Вспомним и про усовершенствование головки . Затронем только наиболее важное . Это соосность впускных и выпускных окон коллектора . Бывает даже дешевая прокладка перекрывает часть окна , что неприемлемо ! Процедура проверки довольно проста .Нужно просто внимательно посмотреть оттиск на старой прокладке .не пересекаются ли линии границ окон. Так как точно окна трудно совместить , то нужно что бы сохранялось правило :Впускные окна на головке блока могут быть немного больше окон на коллекторе , а выпускные окна на головке , меньше чем на коллекторе . Нам важно что бы не было ступеньки по ходу потока воздуха и выхлопных газов в меньшую сторону , в большую допустимо .
Когда все работы завершены , головку и все ее комплектующие необходимо еще раз промыть уменьшая тем самым вероятность попадания частиц метала , стружки и т.д. Собираем в обратном порядке , не забывая установить маслосъемные колпачки специально предназначенным для этого инструментом .
Комментариев пока нет, оставьте первый.